Type II Anodising Significantly Increases The Corrosion Resistance On GFB High Performance Parts!
Anodising, what is it?
It is a common thought that raw aluminium has good corrosion resistance. This is only partially true. Aluminium is in fact very reactive to oxygen, so much so that as soon as the raw aluminium is exposed to oxygen in the atmosphere, it immediately begins to oxidise creating a very thin, protective, layer of aluminium oxide (much like steel rusting). Aluminium oxide on the other hand is not reactive to the elements found in air or water, so the thin oxide layer protects the raw aluminium beneath it from corroding further. Aluminium oxide is an extremely hard substance, so hard that it is commonly used as abrasive media on sandpaper and grinding wheels. However, because the natural oxide layer is so thin it is easily damaged. To take full advantage of the beneficial properties of aluminium oxide, anodising is used to create a thicker and more robust oxide layer to protect aluminium parts.
Anodising is the process of dipping an aluminium part into a series of acid baths while being electrified (the aluminium part acts as the anode (+) in the electrical circuit, hence the name “anod”ising) in order to artificially create an aluminium oxide layer, only much thicker than the naturally occurring layer. Naturally occurring aluminium oxide is usually in the range of 0.001-0.01 microns which is very easily damaged and does not fare well in wearing applications.
There are many different types of anodising, but the most common in the automotive industry is sulphuric anodising. A common way to describe anodising is using the MIL-SPEC standard which states that there are two main types of sulphuric anodising; Type II and Type III. Australian and ISO standards generally call it anodising and hard anodising respectively.
Type II (also known as standard or colour anodising) commonly ranges between 5-25 microns thick and Type III (also known as hard anodising) between 25-150 microns. Type III is up to 15000 times thicker than the naturally occurring oxide layer and up to 6 times thicker than standard anodising.
But what does this mean?
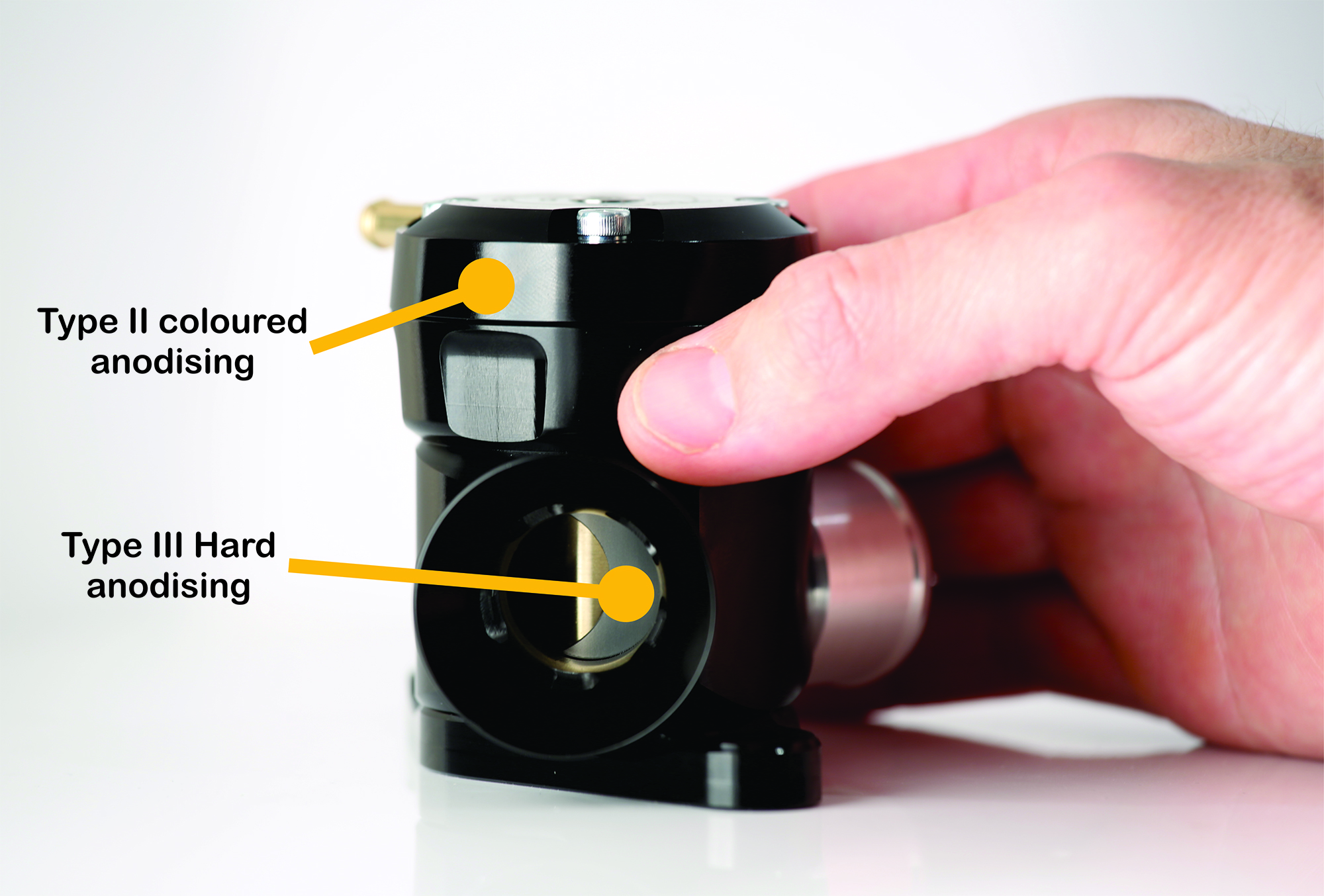
The thicker the oxide coating, the higher wear resistance the part has. Type III is only required in high wear applications, but for most applications Type II is used. It is very difficult to achieve vibrant colours using the Type III anodising so the most common kind of anodising that you will see is coloured Type II anodising.
Why do we do it?
At GFB, we use Type II anodising on all of our shiny black parts to give an amazing finish as well as significantly increasing the corrosion resistance of the part. Type II is very suitable in most wearing applications, but years of experience has shown us that heavily loaded components like the internal sleeves that form part of our patented venting bias adjustment system in the Respons and DVX demand highly wear resistant surfaces and therefore require the use of type III anodising. By using the correct anodising finish, aluminium parts can be made to last a lifetime, and retain an excellent finish.

